Расточка цилиндров на токарном станке – это процесс восстановления геометрии и размеров цилиндров двигателей внутреннего сгорания. Он необходим, когда цилиндры изношены, повреждены или деформированы. В статье рассматриваются основные этапы расточки, используемое оборудование, выбор резцов и измерение точности обработки, а также факторы, влияющие на качество расточки и продление срока службы двигателя.
Расточка цилиндров на токарном станке – это технологическая операция, направленная на увеличение внутреннего диаметра цилиндра и восстановление его правильной геометрической формы. Процесс включает в себя снятие тонкого слоя металла с внутренней поверхности цилиндра с целью устранения дефектов, таких как износ, царапины, эллипсность и конусность. Восстановление формы цилиндра необходимо для обеспечения плотного прилегания поршня и поршневых колец, что, в свою очередь, обеспечивает эффективное сгорание топлива, снижение расхода масла и повышение мощности двигателя.
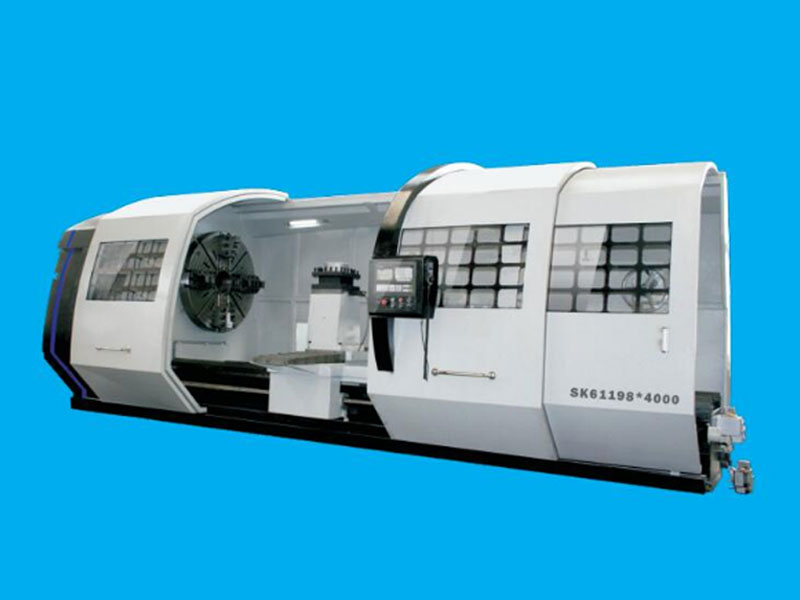
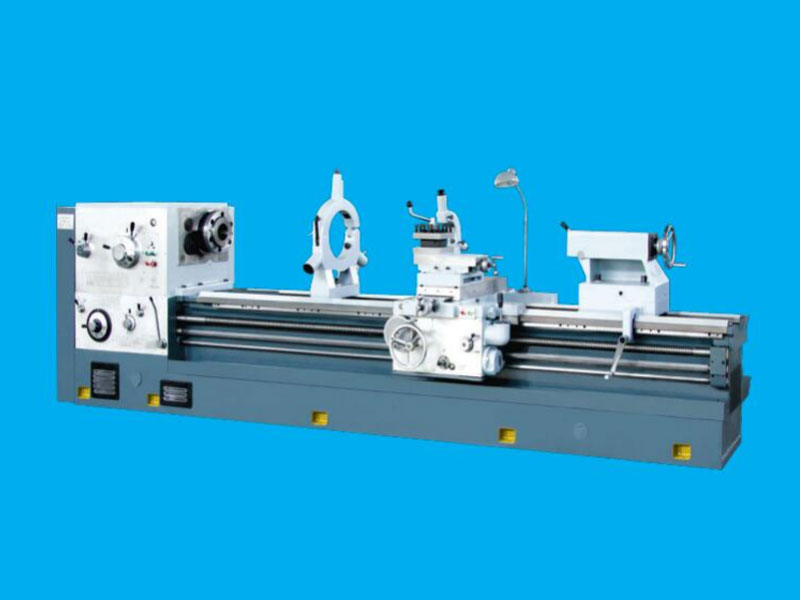
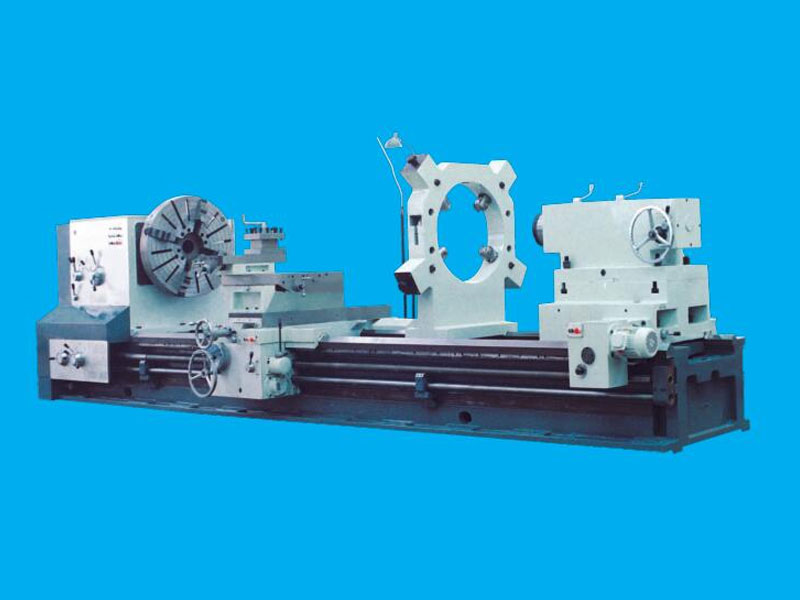
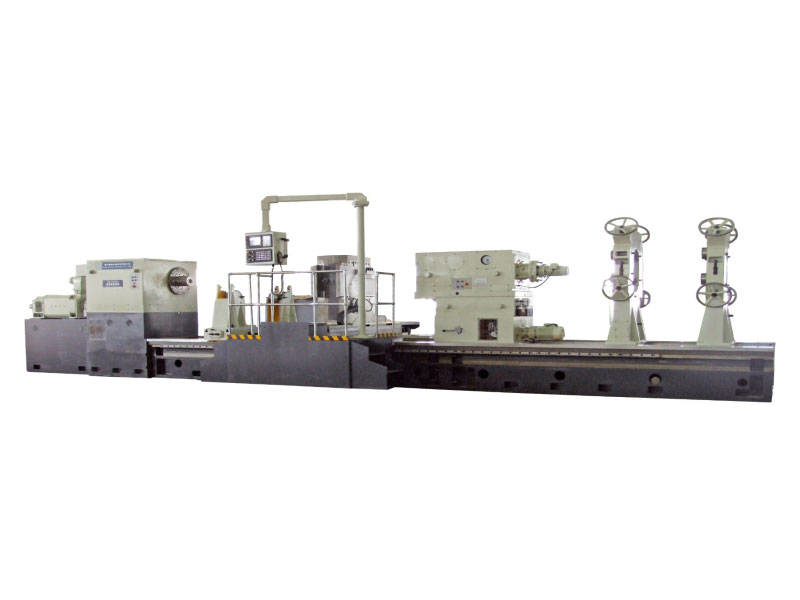
Для расточки цилиндров на токарном станке используется специализированное оборудование, обеспечивающее высокую точность и качество обработки. Основным оборудованием являются:
Выбор токарного станка зависит от размеров и типа блока цилиндров. Важно учитывать следующие параметры:
Процесс расточки цилиндров на токарном станке включает в себя несколько последовательных этапов:
Выбор резцов зависит от материала блока цилиндров (чугун, алюминий, сталь) и требуемой чистоты обработки. Рекомендуется использовать резцы из твердых сплавов или керамики с геометрией, обеспечивающей плавное резание и минимальное образование заусенцев.
Пример: для чугунных цилиндров часто используют резцы с пластинами из твердого сплава марки ВК8 или Т15К6. Для алюминиевых цилиндров рекомендуется использовать резцы с алмазным напылением или резцы из быстрорежущей стали с полированной режущей кромкой.
Контроль качества расточки цилиндров на токарном станке – это важный этап, который позволяет убедиться в том, что цилиндры соответствуют требованиям по размерам, форме и шероховатости поверхности. Для контроля качества используются следующие инструменты:
При расточке цилиндров на токарном станке необходимо соблюдать допуски и посадки, указанные в технической документации на двигатель. Обычно допуск на диаметр цилиндра составляет ±0.01-0.02 мм, а допуск на форму цилиндра (эллипсность, конусность) не должен превышать 0.005 мм.
На качество расточки цилиндров на токарном станке влияют следующие факторы:
Компания Dezhou Premach Machinery Co., Ltd ( https://www.dzmachines.ru/) является надежным поставщиком станков и оборудования для металлообработки, включая оборудование для расточки цилиндров на токарном станке. Они предлагают широкий ассортимент станков, отвечающих самым высоким требованиям качества и производительности.
Чтобы продлить срок службы двигателя после расточки цилиндров на токарном станке, рекомендуется:
Рассмотрим пример: Блок цилиндров двигателя ВАЗ-2106 имел износ цилиндров 0.15 мм. После расточки цилиндров на токарном станке с использованием расточной головки с твердосплавными резцами и последующего хонингования, диаметр цилиндров был увеличен на 0.2 мм, что позволило установить ремонтные поршни. После обкатки двигателя компрессия в цилиндрах достигла номинальных значений, а расход масла снизился вдвое.
Расточка цилиндров на токарном станке – это сложный технологический процесс, требующий опыта, знаний и специализированного оборудования. Правильно выполненная расточка позволяет восстановить работоспособность двигателя и продлить его срок службы. Обращаясь к квалифицированным специалистам и используя качественное оборудование, можно добиться отличных результатов и избежать дорогостоящего ремонта двигателя.